活動報告?
| 各模型について進捗状況をまとめています。完成したものは写真を掲載します。
とりあえず最低限の付属品がそろったので、まとめてみました。 (2008/07/29)
ミリングチャック、X2フライス盤の付属品のでもいいやと思いながらネットを漁っていたら、手が届く価格で国内メーカー製のほぼ新品を見つける事が出来たので購入、今日到着しました。
モールステーパー(以後MT)3番用で20mm径のストレートコレット使う奴、画像で見たよりかなり大きい。学校でに精密ボール盤代わり(!)に置いてあるプロクソンのFF230を時々使ってるので余計びっくりでした。宣伝じゃないですがFF230は小さいながらよく出来てると思うので、大きな機械みたいにガリガリゴリゴリは無理ですが、小さいことを意識して扱えば鉄でもきれいに削れます。アルミ加工ならすごく静か。
ずっとはかせてたコロというか平台車を外してしまいました。この機械の荷降ろしのときは単管でスタンド作ってレバーブロックで降ろしたんですが、その前夜に部屋の入口付近で試し組みをしました。そのときと同じようにしてやればできるのだけど、狭くてスタンドの足が邪魔になるので、ジャッキで架台押し上げて台車を引き出し、そのままじわじわ降ろしていくことにしました。作業は出来るだけ旋盤が倒れても安全な方向から手を伸ばし、架台をわずかでも手前側に傾けないために目安として手近に有ったろうそくをベッド下に置いてみました。
床はフローリング汚さないようにクッションフロアー敷いてるのですが、安かったので10cm角の市松模様のにしてみたら、ゆがんだところが目立って微妙でした。 旋盤いじりばっかりで申し訳ないです。 これが使えるようになれば、こないだ作った旋回テーブルの部品で2日以上かけていたものが半日以下で出来るくらいに能率上がるし、ボール盤で無理やり木工ロクロみたいな危なっかしいこともしなくて良くなるので。 今ついてる3ツ爪スクロールチャック(メーカー不明の3インチ型)には外爪が付いてませんでした。中古チャックは外爪が欠品してるの多いみたいですね。内爪では20mm(無理して30mm)くらいの棒までしかつかめず(パイプは内径70mm)で困るので、同サイズで外爪有りの中古を買ってみました。JIS規格品、他メーカーの外爪でも入るんだろうけど、チャック一式あればもうひとつは予備に出来るし? 4ツ爪のインデペンデントチャックもそのうち欲しいですね。軽いのが有れば4インチ型を。(2008/07/22) ベルト折り返し部分のプーリーの片方でベアリングがゴロゴロいっていたので新しいのに交換、
軸の止め輪はすぐ取れて、プーリーの止め輪(42mm)が固着してたのをどうにか外して、ギアプラーをプーリーにかけて軸から引っこ抜いて、
プーリーを軽く暖めて、ベアリングにはワッシャーをかぶせ、プーラーのねじを受けるためにボルトを入れてベアリングを押し出しました。 昨日のままで回転数を最低(約600rpm)にして見ると、前は豪快に飛んでいた切り粉が、一様につながったものになり、だいぶきれいに静かに削れました。さらに手元のオイルスプレーかけるともっと静かに(当然ですが)。これだけ切り込んでも振動はほとんど変わらないけど、アルミ荒削りでも4mmも切り込むことは今後無いと思うので参考結果(?)として。太いバイトでやったら細かいビビり模様はなくなりそうですが、逆に振動がひどくなりそうな気が。鉄はどこまでいけるだろう? (2008/07/01)
試し削りその2、外径70mm長さ80mm強のアルミパイプ(たしか5056)を目視でだいたい側面が振れないようにチャックに取り付けて、前と同じバイトで回転は3段変速の2段目(1000rpmくらい)にして4mm強の切り込み、3mm角のバイトを10mm位突き出しているからビビッてるけどそれなりに削れてます。ちなみに回転数は約600,1000,1800の3段です。
真鍮の棒きれを試し削り。バイトは丁度いい大きさのが中古で買った超硬のちびた奴(樹脂かアルミ用っぽい?)しかないので、おもちゃの奴の予備(ハイス)を機械に付いてきた鉄板の切れ端とかで適当に高さ合わせて使いました。これくらいの真鍮棒はおもちゃでもそれなりに削れましたが、出力数十倍剛性や重さは数百倍は違うだけあって、いとも簡単に削れてしまいました。
あ、こんな機械です。左上のほうに写ってる様に、平ベルトを折り曲げいかにも「動力伝えてます」って感じです。結構古い個体ですが、これの旋盤だけの奴はいまだに(?)現行機種みたいです。置き場所は決まってるけど、部屋の整理のために架台にコロをはかせてビニールシートかぶせたフローリングに置いてる状態なので、輸送中のズレ止めに巻いてあった青いバンドをつけたままにしています。
この間ベルトが原因じゃないかって書いたんですが、モーターのほうが原因でした。 旋盤到着、機械の重心が高くてひどく偏っていたし、移動に使った台車のキャスターは車輪が大きいだけでショボかったので、運びこむのに難儀しました。 で、軸を手回ししてみると確かにスムーズに回る、だけどちょと重い、旋盤の軸とフライス盤の軸が一つのモーターで同時に駆動されるから、ちょっと回転が重いのはしょうがないんだけどそれにしても重い。玄関で電源つないで試運転するとモーターが始動せず。使われているモーターは、分相始動って言うタイプの回りはじめが弱いモーターで、以前この旋盤が使われていた場所は電源周波数50Hz地域、でも60Hzのこちらではトルクが落ちるので、向こうで何とか始動するような状態だと始動できないという状況なのでしょうか。軽く助走してやると元気に回りだし、逆方向に助走するとすぐ止まるのでモーター自体は大丈夫なようです。ベルトの張りがきつすぎるような感じがするので、ベルト外して回ればあたり? (2008/06/18) 旋盤、思い切って買うことにしました。予算7-8万円程度を考えていたので、付属品込みで6万円台のSIEG社C3型が候補でしたが、予算を大幅オーバーする国内メーカー製の卓上複合旋盤の中古にしました。旋盤の上に縦フライスの機械が乗ったやつです。送料とか架台の準備を考えると旋盤とフライス盤両方買うより若干安くなった分でほかのものが買えそうです。それに旋盤フライス盤ボール盤を並べて置けるほど部屋が広くないので。C3と比べたら自動送りが付いてなかったりして機能は見劣りするし「複合機は中途半端」ってどっかで聞いたことありますが、何がどこまで出来るかは自分しだい?? 本体だけで100kg近くあるので、宅配トラックから降ろすのが大変そうです。でもいったん降りてしまえば袖机くらいの大きさの台に載るくらいのもので、家は集合住宅の一階なので、ローラーを履かせば多分何とかなります。 (2008/06/09) これから作るもの、特に足回りやシーブのことを考えると小さくてもそれなりの旋盤欲しいなってことで、 時間が有れば自作してみたいのですが、買ったほうが「安上がり」なのでよさそうなのを探してます。 機械は部屋の狭さを考えると、心間300mm程度の卓上旋盤が候補ですね。 それ以上の能力が要りそうなものは当分無いだろうし、もし有ればどこかの鉄工所に頼んで作ってもらえばいいので。
しばらくぶりに作業といってもこの間の更新以来散らかしたままでした。
円テーブルといっしょに手に入れた旋盤チャックを汚れたまま放置していて片付けられないので、
掃除しました。大体の部品は外れたんですが、3つの爪を動かす渦巻の溝がある板の外し方がよく分からなかったので、そのまま掃除しました。
中心を止め輪みたいな物で止めていたみたいですが。
表側はいくつかあけられてる穴に詰め物がしてあったのとか、渦巻の溝に詰まった切り粉とかを丁寧に取り除いき、
グリースをやって、穴はテープでふさいでみました。 さて、歯車のグリスをぬぐってみると、所々歯が削れてました。 ウォームのほうはきれいだったので、適当にかみ合いをずらして削れていない部分が当たってそうな感じにすることにしました。回転が重くなる位置を控えてなかったので、歯車の芯ずれしてるっぽいのは調整せず、古いグリースや中に入り込んだ切り粉をよく洗ってから可動部分にモリブデングリースを塗って組み直しました。買ったときよりもスムーズに回転するようになったので、今回はこれでOKです。色々気にしだすと切りがなくなってしまうので。 (2008/05/17) フライス盤やら工作機械の解説書見たら付属品のひとつとして仕組みが書いてありますが、この円テーブルの回転は、脇についてるハンドルの回転がウォームギアで1/72に減速され、ハンドル1回転でテーブルが5度回転する仕様で、ハンドル根元にはウォームギアのかみ合いを外すレバーがついていて、これを操作することでテーブルを手で直接回せるようになってます。テーブルを手で回すとスムーズなのに、ハンドルで回すと特定の範囲で重くなるのが気に入らないので、レバーの取り付けをずらして調節したんですが、丁度いい機会なのでばらしちゃいました。
台の部分、中身はシンプルです。滑り面のジグザグに切られた油溝が特徴的です。中心軸は結構細い平行軸っぽいです。右のほうにウォームが見えてます。
テーブルの裏側、写真じゃ判りにくいですが歯車の止めネジが右下の一本だけキャップボルト(ほかはマイナス)になってます。何度か分解整備するうちに一本なにかあったんでしょう。ハンドルが或る所で重くなったのは歯車の心ズレが原因かもしれません。回転のロックは、中心軸を押さえネジで止める方法なので、わずかでもガタがあると、テーブル縁の方ではガタが拡大されて精度が出にくかったのではないかと思います。ふちのほうには小さな穴があいていて、台の油溝に合わせるとグリースをある程度一度に注せたりしそうです。中心の穴はネジが切ってあります。
台の底で中心軸を止めている丸ナットはずいぶんぼろぼろです。緩めるのに苦労しました。 メーカーとかの記載がなかった回転台と旋盤チャックがちょっと安かったのを見つけて買って見たところ…
思ったより年季入っていて、真っ黒で読めない銘板を磨いてびっくり。 ------------------------- 諸機械製造業 關 根 鐵 工 所 製造 NO 137 東京 芝區 電話 芝五九四八 -------------------------悪戯電話は止ておいたほうがよさそうですね。 めちゃくちゃ状態悪くはないみたいだけど、少なくとも60年は前(昭和10-20年代)に作られた相当古い物っぽいことがわかりました。 今回は台だけで20kg近くあるので、かなり前に買ったクロステーブルのとき以上にボール盤の方が小さすぎてます。クロステーブルはうまいこと載りましたが、これの場合ボール盤のテーブルに置くことは出来ない上に、主軸が中心まで届きません。それでも物によってはどうにか成りそうです。
6型のチャックは北川鉄工所、タワークレーンとかも作っているあのキタガワですね。
カーボディ、この間みたいにボール盤にクロステーブルとエンドミル付けて削りだしました。これだけ厚い板はボール盤でやる限り、肩削りでは機械に負担かけるだけでいつまでたっても終らないので、ケガキ線に沿って2-3mm間隔位でエンドミルを突いていって、残ったでこぼこを削り落とす事にしました。
底の削り残しは金切りばさみで落とせるだけ落として、残ってしまった部分を回転やすりで整えて、側面をきれいに磨いて終わり、実はちょっと削りすぎているのはここだけの秘密です。 すみません写真2月頭の福岡空港の分だけアップしてますが、4月一杯で切りがいいので5月入って残りアップします。
カーボディの切り出し、ジグソー使ってA4判くらいの大きさの15mmアルミ板(5052)から80mm四方位の板を切り出したところです。
途中からは板と定盤の間に厚紙1枚挟んで、その上から油をやりながら切ったところ、傷を付けずにスムーズに切れました。厚紙は板にも機械にも固定せず、摩擦と振動で適当に滑るようにしたのですが、このおかげで刃に溜まった切りくずの排除と給油がうまく行われたようです。
速度ダイヤル(目盛5段階)を「2」くらいにして切ったのであんまり速くないですが、毎秒1mmくらいは進んでたような気がします。もう少し速度上げても大丈夫そうでした。
ちょと前までろくに道具もなかったので、必要に応じて引っ張り出していたケガキ道具を常に置いておけるようにしました。黒いのは定盤代わりの石の板(磨いてあるのでほぼ平ら)で、そして適当に並べてみた道具は左上にニョキッと立っているものから時計回りにトースカン(200mm)、ハイトゲージ(300mm)、ケースに入った外側マイクロメーター2つ(25-50mmと0-25mm)、ノギス(100mm)、コンパス(150mm)、そしてミニサイズのヤゲン台(約30mm)2つです。
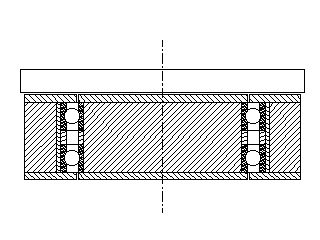
皿もみしてから仮組み、外側のフランジの内径が小さすぎて、内側のフランジが丁度入らない事が発覚しました。
直径にして2mmほど穴を広げてもいちど仮組みです。一箇所皿穴を深くしすぎたりしましたが、ねじが割ときれいに並んだので形はうまく出来たと思います。
歯車もついでに加工して、いっしょに置いてみると、大体こんな感じになります。
外側のパーツ、左から2つはフランジ、右の影が出てるのが外筒です。
まだ皿穴をつけてませんがネジを試しに通してみると穴同士のずれは少なく、大きめの穴のおかげもあって今回は一発でうまくいきました。
6日にボール盤のテーブル調整してから内側のパーツの穴あけしたんですが、板の方の穴あけでヘタクソやってしまってかなり穴がずれちゃいました。
作り直しは面倒なので、穴を正しい方向にヤスリで広げてなんとか組み立てられそうです。
罫書き面倒なのでCADのプリントアウトしたのをペタッと貼り付けて終わり。写真もトリムするの面倒なので写したまま。
注射器を
チューブでつないで
水入れて 以前の内容 特集(?)
|

































ツッコミは掲示板かメールでどうぞ。